虎丘区食品厂用水水质检测 食品厂废水水质检测
更新:2025-02-05 09:00 编号:11181314 发布IP:182.108.99.44 浏览:70次


- 发布企业
- 广分检测技术(苏州)有限公司商铺
- 认证
- 资质核验:已通过营业执照认证入驻顺企:第4年主体名称:广分检测技术(苏州)有限公司组织机构代码:91320594MA1Y2C3P7A
- 报价
- 请来电询价
- 检测范围
- 水质
- 周期
- 5-7天
- 服务范围
- 全国
- 关键词
- 苏州水质第三方检测单位
- 所在地
- 江苏省昆山市陆家镇星圃路12号智汇新城B区7栋
- 手机
- 13545270223
- 联系人
- 谷经理 请说明来自顺企网,优惠更多

详细介绍
目前,对食品厂废水处理通常采用厌氧法、好氧法、厌氧-好氧法等多种处理方法,这些方法对CODcr、BOD5均有不同程度的削减,但对动植物油的处理效果不好。针对该企业生产废水中动植物油含量高的实际情况,通过采用隔油-高效气浮的预处理措施,将废水中大部分动植物油去除后再进行好氧生化处理。通过调试和试运行,废水处理系统运行稳定,废水经处理后达到了排放标准的要求。目前,该工程已经通过了达标验收。现将设计及试运转情况作一介绍。
某食品厂废水处理1、废水水量及水质
废水来源为:方便面生产废水:100 m3/d;饮料(PET)生产废水:300 m3/d;员工生活废水:150m3/d。设计废水水量为600m3/d。
生产工艺中产生的废水水质为:

生产废水与员工生活废水混合后,混合废水的水质为(设计水质):

处理后的水质要求
该企业污水处理后排入市政污水处理厂,必须达到污水排入城市下水道的水质标准,即GB8978-1996《污水综合排放标准》表4中三级标准,主要污染物Zui高允许排放浓度如下:

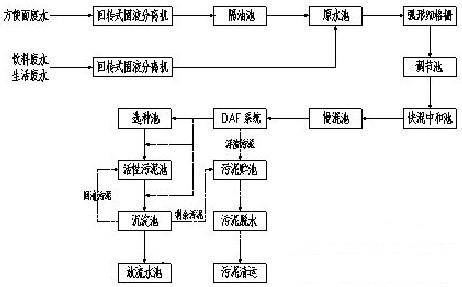
某食品厂废水处理2、工艺流程
废水治理采用隔油-高效气浮-活性污泥处理工艺,工艺流程见附图。
主要构筑物及工艺参数
隔油池 有效容积100 m3,平面尺寸8.5m×4.0m,有效水深3.0m,水力停留时间6小时,采用人力定期捞除浮油。
调节池有效容积600m3,平面尺寸14.4m×8.0m,有效水深5.2m,水力停留时间24小时。为加强水质调节和避免悬浮物沉积,调节池中设曝气搅拌措施,曝气量为3.0m3/(m2.h)。
物化处理单元
①快混中和槽
快混中和池有效容积为4.5 m3,平面尺寸1.5m×1.5m,有效水深2.0m,快混时间为10min,采用机械混合方式。
②慢混池
慢混池有效容积为8.55m3,平面尺寸3.0m×1.5m,有效水深1.9m,慢混时间为20min,采用机械混合方式。
③气浮系统
选用CF30型成套浅池高效气浮设备,接液部分为不锈钢,废水处理量为30m3/h,配用功率22kw。
活性污泥池 活性污泥池有效容积为720 m3,共三格,每格有效容积为240m3,平面尺寸12.0m×4.0m,有效水深5.0m。设计采用容积负荷为0.45kgBOD/m3.d,污泥负荷为0.15kgBOD/kgMLVSS.d。
沉淀池 沉淀池直径为6.0m,池深3.50m。设计沉淀池的表面负荷为1.0 m3/ m2.h。
污泥贮池 污泥贮池有效容积73.5 m3,平面尺寸3.5m×3.5m,有效水深3.0m,分成2格,各设搅拌机1台。
某食品厂废水处理3、废水处理系统运行情况
3.1、气浮系统运行情况
物化处理单元采用气浮工艺,通过投加絮凝剂(PAC)和助凝剂(PAM)使废水中动植物油等有机污染物形成絮体,并使废水中产生大量的微细气泡,促其粘附于杂质絮体颗粒上,形成比重小于水的浮体上浮水面,从而去除相当一部分动植物油等有机污染物,降低后续生化处理的负荷。
气浮PAC投加量为300PPM,PAM投加量为10PPM,此段CODcr的平均去除率为50%,SS的平均去除率为80%,动植物油的平均去除率为80%。
3.2、生化段的运行情况
废水中相当一部分溶解性有机污染物是无法被物化法去除的,必须采用生化处理工艺来降解。目前采用的生化处理工艺是以活性污泥法生物处理技术为主体,该方法处理工艺成熟,对废水中有机污染物去除率高。具体参见http://www.dowater.com更多相关技术文档。
3.2.1、污泥接种
以城市废水处理厂活性污泥为菌种,其活性污泥SV30为15~20%,污泥浓度MLSS为2.5~3g/L,投入活性污泥曝气池中进行污泥接种。曝气池中先灌满经物化处理后的废水,控制曝气池中废水CODcr浓度在500mg/L左右进行闷曝。闷曝3~5天后开始小水量连续进水,每天检测曝气池出水的CODcr浓度和污泥SV30。曝气池混合液经沉淀后,上清液排入集水井中,污泥不外排,这样,经过一段时间的培养和驯化后,污泥的活性增强,凝聚、沉降性能良好,曝气池混合液经30分钟沉淀后,污泥沉降比有30%左右,上清液清澈透明,这表明活性污泥已经培养成熟,即可投入正常运转。
3.2.2、影响生化段的环境因素
(1)pH范围:各种微生物都有它们适宜的pH范围,酸性太强(pH<6),真菌与细菌竟争并占优势,处理效果降低;碱性太强(pH>9),微生物的生长繁殖将受到阻碍。通过调试运行期间的观察和检测,生化段进水的pH范围控制在7.0~7.5Zui为适宜。
(2)溶解氧(DO):溶解氧的控制是生化段调试运行成败的关键环节。调试期间,由于废水是
按一定比例递增进水,开始微生物繁殖量少,营养不足,DO始终偏高,曝气池中的溶解氧有时高达4~6mg/L。针对此情况,每天采用间隔曝气,调节气水比5~8:1,经过不断调整、检测,正常运行的DO值趋于稳定,正常运行时,活性污泥曝气池中的溶解氧为1~2mg/L,气水比控制在15~20:1。
(3)活性污泥回流量和回流比:活性污泥回流量是从二沉池补充到曝气池的污泥量,用Qr表示,回流比用r表示。Qr是活性污泥系统的一个重要参数。通过有效调节Qr可改变工艺运行状态,以保证运行的正常。实际运行中,Q=25m3/h,Qr=10m3/h,r=40%。
3.3、稳定运行结果
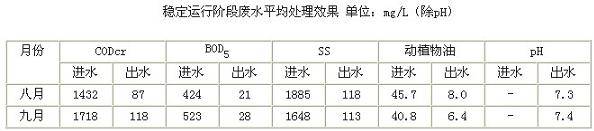
从上表可知,在稳定运行期间, CODcr的平均去除率为93.5%;BOD5的平均去除率为94.8%;SS的均去除率为93.5%;动植物油的平均去除率为83.4%。废水处理系统排放水中pH值、动植物油、CODcr、BOD5、SS六项指标均达到GB8978-1996《污水综合排放标准》表4中三级标准。
| 成立日期 | 2019年03月14日 | ||
| 法定代表人 | 汤俊平 | ||
| 注册资本 | 1000 | ||
| 经营范围 | 建筑材料、贵金属、矿石矿物质、化工产品、珠宝玉石、建筑消防设施、电气机械、机动车性能、电气防火技术、无限通信网络系统性能、水质、皮革、箱包的检测服务;配方分析、天然乳胶含量,远红外线产品、服饰、针织品、纺织品、服装、煤炭、空气污染、工矿企业气体、水污染、废料、噪声污染、放射性污染、光污染、室内环境、电能质量、施工现场质量等检测服务 | ||
| 公司简介 | 广分检测(GFQT),于2016年创建于广东广州,数年来一直专注于检测及认证行业,目前拥有了数十名技术人员。公司以资深团队为技术支撑,一站式全方位服务的模式,获得国内外众多客户一致好评;解决了不知如何送检,送检手续繁琐,咨询回复慢等问题!送检方式多样化,可以上门、快递,全程智能化,可线上咨询填单、快递送检,电子版报告,真正做到足不出户,送检无忧。为了更好的服务广大客户群体,让送检更加便捷、高效!目 ... | ||
- 茶叶检测机构 第三方检测茶叶检测根据《食品生产许可管理办法》规定,茶叶生产企业应申请获得生产许可证。企业... 2025-01-21
- 水果检测机构 第三方检测水果检测摘要可提供各类水果检测服务,可提供各类水果农残检测,营养成分检测,微生物... 2025-01-21
- 蔬菜检测机构 第三方检测蔬菜检测随着生活水平的提高,人们对蔬菜质量安全越来越关注。我国是蔬菜生产大国,其... 2025-01-21
- 水产品质量检测 第三方检测机构水产品检测近年来,随着生活水平的不断提高,人们对水产品的需求日益增长,对其营养、... 2025-01-21
- 食用油检测机构 第三方检测食用油检测食品用油作为人们日常生活中必不可少的煮食原料,在生活中有着举足轻重的地... 2025-01-21
 虎丘区高压拉闸杆预防性检测检测范围:绝缘工具
虎丘区高压拉闸杆预防性检测检测范围:绝缘工具- 常熟抖音质检报告办理检测范围:抖音质检报告
- 钢琴曲不锈钢焊缝晶间腐蚀试验检测检测范围:不锈钢
- 姑苏区双相不锈钢化学成分检测 晶间腐蚀试验检测检测范围:双相不锈钢
- 张家港塑料制品应力分析检测检测范围:塑料制品
 吴中区表面异物分析检测检测范围:表面异物分析
吴中区表面异物分析检测检测范围:表面异物分析- 相城区玻璃纤维制品玻璃纤维含量检测检测范围:玻璃纤维含量
- 吴江区钛及钛合金化学成分检测检测范围:钛及钛合金
 常熟精密结构件表面离子清洁度检测 印制板离子清洁度检测检测范围:离子清洁度
常熟精密结构件表面离子清洁度检测 印制板离子清洁度检测检测范围:离子清洁度- 苏州产品未知异物分析检测-扫描电镜分析检测范围:未知异物分析

